
It is called “have poor fluidity of powder” when the hopper used for charging the powder is clogged or cannot be discharged to the next process.
But do you know exactly what factors determine the “The fluidity of powder”?
This article provides a brief overview of the factors that influence The fluidity of powder.
What is "Fluidity of powder"?

Roughly speaking, liquidity is “ease of powder flow”.
In our company we say simply, “slippiness”.
For example, the sand inside an hourglass flows smoothly and continuously.
These powders are evaluated as “have good liquidity” and those that do not flow smoothly are evaluated as “The fluidity of powder is bad.”.
Powder with a poor fluidity of powder can clog the hopper and prevent the contents from being loaded or discharged.
What are the factors that influence liquidity?
There are a variety of factors that affect liquidity, and here are some examples.
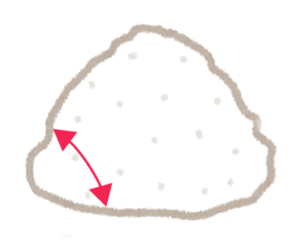
Angle of repose
The angle formed by the powder and the ground when the powder is piled up on a level ground.
Powders with a large angle (deposit high on the spot without spreading) have poor flowability and are prone to bridging in the hopper.
One indicator is that powders with an angle of repose greater than 41 ° are prone to bridging and some form of fluidity countermeasure is required.
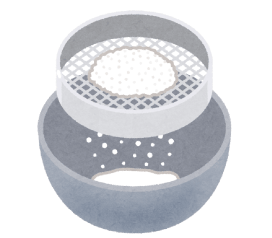
Degree of aggregation
Quantification of the ease of forming lumps due to vibration.
Place the powder on a sieve and vibrate under certain conditions suitable for each type (Vibration time, amplitude, etc.). At this time, it is possible to measure and calculate the powder that has formed lumps and did not fall out of the sieve.
The higher the cohesiveness (liable to clump), the poorer the flowability.

Spouting property
Susceptibility to dispersal.
When expressed as a number, it is also called variance.
Powder is dropped from the top, and the proportion remaining in the tray below is measured to calculate the proportion scattered.
It is said that powders with low spouting properties (be less likely to scatter) have poor fluidity and tend to clog.
Three factors influencing liquidity are presented as examples.
The more factors like those in these examples indicate “to be illiquid” the more action is needed.
How to Improve Liquidity
The following is a flow improvement method that can be proposed when manufacturing hoppers in our company.
Method # 1: Change the hopper angle
Basically, the more the hopper angle is tightened, the easier the powder will flow.
However, if the angle is too tight, the force that the powder tries to reach the outlet will become extremely strong, and it may harden near the outlet.
The angle of repose may also be considered when determining the hopper angle.
If the angle of the hopper from the horizontal plane is not greater than the angle of repose, the powder inside the hopper cannot be completely discharged.
The angle of the hopper is determined by considering various factors.
The hopper manufactured by Nitto Metal Industry can be changed in angle according to your request.
*In our company, hopper angle = hopper internal angle, but depending on the manufacturer, it may indicate the angle from the ground.
It is recommended that you use illustrations when placing orders or making inquiries to clarify the angle indicated.
Method 2: Surface treatment of hopper
Changing the hopper surface treatment may reduce surface adhesion and improve flowability.
Surface treatment example: gemini treatment ®
Blast processing to finely roughen the hopper surface reduces the contact area between the powder and the hopper and reduces adhesion.
Since the metal surface is processed directly, there is no worry of peeling like coating.
Here’s a video comparing normal buffing and powder adhesion.
Flowability is determined by angle of repose, cohesiveness, spouting properties and various powder properties.
The fluidity can be improved by changing the hopper angle and surface treatment.
Tag Related Posts
- No related posts.